Die ContiTech Elastomer-Lösung für eine effiziente Tiefdruckformherstellung
von Ansgar Wessendorf,
Insgesamt dauert die Initial-Entwicklung der neuen Elastomer-Tiefdruckform fünf Jahre
(Quelle: Continental)
Continental präsentierte auf der diesjährigen virtual.drupa mit dem Projekt „DynaSurf“ ein neues, zukunftsweisendes Technologiekonzept für die Herstellung von Tiefdruckformen, das vollständig auf den galvanischen Prozess der Verkupferung und Verchromung verzichtet.
„Wir generierten direktgravierbare Elastomere unter dem Projektnamen „DynaSurf“ mit tribologischen Eigenschaften und hervorragender Näpfchenentleerung und entwickelten daraus ein Gesamtverfahren mit Beschichtung, Oberflächenfinish und Bebilderung“, so Jens Löschner, Leiter der Produkteinheit Druck bei Continental Surface Solutions. „Die für die Rezeptformulierung der Elastomerschicht eingesetzten Materialien sind nicht toxisch, erzeugen keine Umweltbelastung und unterliegen keinen Genehmigungsverfahren.
Anzeige
Insgesamt dauerte die Initial-Entwicklung der neuen Elastomer-Tiefdruckform fünf Jahre. Continental kam dabei vor allem die jahrelange Erfahrung als führender Hersteller und Anbieter von Elastomer-Flexodruckformen sowie Elastomer-Flexodruckplatten für die Laserdirektgravur zugute.“
Rahmenbedingungen „Mit Einstellung von Dominik Michalek als Produktmanager Tiefdruck im April dieses Jahres konnten wir einen anerkannten Fachmann gewinnen, der über großes Know-how und jahrelange Erfahrung in der Tiefdruckformherstellung verfügt. Er verantwortet unseren neuen Produktbereich „Tiefdruck“ und wird in dieser Funktion gemeinsam mit unseren Entwicklungspartnern die Feinjustierung und weitere Feldtests mit der neuentwickelten Tiefdruckform durchführen. Wir gehen davon aus, dass die Elastomer-Druckform in absehbarer Zeit ihre endgültige Marktreife erlangen wird“, erläutert Jens Löschner.
„Am Continental-Produktionsstandort in Waltershausen bei Gotha (Thüringen) haben wir für die Fertigung dieser Elastomer-Tiefdruckform entsprechende Grundkapazitäten geschaffen, die wir bei Bedarf jederzeit hochfahren können“, so Löschner weiter. Darüber hinaus ist Continental mit seinen globalen Konzernstrukturen, seinen zahlreichen Produktionsstätten sowie mit seinem engmaschigen Distributions- und Vertriebsnetz in der Lage, das Technologiekonzept DynaSurf zu gegebener Zeit weltweit auszurollen.
Drei Prozess-Schritte bis zur fertigen Tiefdruckform Es handelt sich dabei um ein einschichtiges Verfahren (Monolayer) zur Herstellung von Tiefdruckformen und umfasst drei Prozess-Schritte:
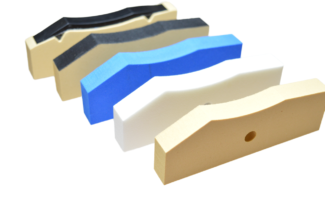
Beschichtung (Vulkanisierung; lösemittelfrei) eines herkömmlichen Tiefdruckzylinders (Hohl- oder Zapfenzylinder) mit der bildgebenden Elastomer-Schicht anstelle einer Kupfer- und Chromschicht. „Die Härte der speziellen schwarzen Elastomer-Schicht entspricht der eines Metalls (Shore D-Bereich) und weist die gleichen tribologischen Eigenschaften auf wie Chrom“, so Dominik Michalek.
In einer Schleifanlage erfolgt die weitere Bearbeitung der Elastomerschicht. Durch das Schleifen der Elastomer-Oberfläche wird die Tiefdruckform exakt auf das geometrische Umfangsmaß geschliffen. Zudem erhält sie eine definierte Oberflächenrauigkeit in Abhängigkeit zum Bedruckstoff.
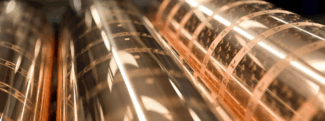
Der letzte Arbeitsschritt ist die Direktgravur des beschichteten Elastomer-Zylinders mit einem hochauflösenden Faserlaser. „Allerdings kann die gefinishte Elastomer-Oberfläche auch mit dem elektromechanischen Gravurverfahren bearbeitet werde“, so Dominik Michalek. Eine Nachbehandlung nach der Bebilderung ist nicht mehr notwendig, so dass der Tiefdruckzylinder unmittelbar für die Druckproduktion zur Verfügung steht.
Die Direkgravur des beschichteten Elastomer-Tiefdruckzylinders erfolgt mit einem hochauflösenden Faserlaser. “Allerdings kann die gefinishte Elatomer-Oberfläche auch mit dem elektromechanischen Gravurverfahren bearbeitet werden”, so Dominik Michalek (Quelle: Continental)
Elastomer-Sleeve und Wiederverwendung „Das Verfahren reduziert somit nicht nur deutlich die Produktionszeiten für Tiefdruckformen, es ist umweltfreundlich und verleiht dem gesamten Tiefdruckprozess mehr Schnelligkeit, Effizienz und Flexibilität. „Anstatt der bislang acht bis zwölf Fertigungsschritte, sind es nur noch drei Prozess-Schritte bis zur druckbereiten Tiefdruckform“, betont Dominik Michalek.
Darüber hinaus wird Continental mit dem leichtgewichtigen Elastomer-Sleeve zukünftig eine Alternative zu den schwergewichtigen metallischen Tiefdruckzylindern anbieten. „Mit diesem Elastomer-Sleeve können wir das Gesamtgewicht der Tiefdruckform um mehr als 90% reduzieren. Das Gewicht des Tiefdrucksleeves wird in Abhängigkeit zum Umfang und Druckbreite nur noch zwischen einem und drei Kilogramm betragen“, so Jens Löschner. „Nicht nur der Aufwand und die Kosten für den Transport werden dadurch deutlich verringert, auch die Einrichtzeiten an der Tiefdruckmaschine werden aufgrund der einfachen Sleeve-Handhabung erheblich reduziert.“
Zur Aufbereitung der ausgedruckten Zylinder oder Sleeves für die Neubeschichtung wird die alte Elastomer-Schicht abgedreht. Nach dem Schleifen und Polieren der Oberfläche steht sie für eine erneute Elastomer-Beschichtung wieder zur Verfügung.
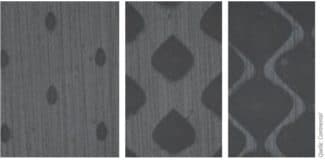
Unterschiedliche Näpfchen eines gravierten Elastomer-Tiefdruckzylinders – von links: Lichterton, Mittelton, Vollton (Quelle: Continental)
Erste Drucktests sind vielversprechend In Zusammenarbeit mit renommierten Partnern aus der Druckindustrie führte Continental mit elastomer-beschichteten Tiefdruckformen mehrere Drucktests unter Praxisbedingungen durch. So wurden unterschiedliche Papier- und Foliensubstrate in einer Gesamtauflage von über 65.000 Laufmetern bedruckt. „Für diese Praxistests setzten wir Standardrakel und handelsübliche lösemittelbasierte Druckfarben ein“, so Dominik Michalek.
„Dabei stellten wir fest, dass das Farbannahme- und Abgabeverhalten der lasergravierten Elastomerschicht im Vergleich zu Chrom besser ist. Durch die ausgezeichnete Farbentleerung der Näpfchen war das Ausdruckverhalten der Elastomer-Tiefdruckformen so gut, dass auf den Einsatz von ESA verzichtet werden konnte. Auch das gefürchtete Tonen nichtdruckender Bereiche trat bei den -Tiefdruckformen während des Fortdrucks nicht auf. Zudem ist der Elastomer-Zylinder ableitfähig, so dass sich auf dessen Oberfläche keine elektrostatische Ladung aufbaut“, erläutert Dominik Michalek.
Wie geht es weiter?
Mit den bisher erzielten Druckergebnissen ist Continental sehr zufrieden. Doch für den „Feinschliff“ der Elastomer-Tiefdruckform bedarf es noch weiterer Drucktests mit unterschiedlichen Konfigurationen, die Continental in enger Zusammenarbeit mit seinen Partnern aus der Tiefdruckindustrie systematisch durchführen wird. „Hierzu werden wir unterschiedliche Druckmotive und weitere Bedruckstoffe einsetzen sowie noch andere Parameter ausprobieren“, sagt Jens Löschner abschließend.