A commentary on the current situation and future developments of cylinder production in gravure printing
The myth of high costs for gravure cylinder production
von Björn Kammertöns,
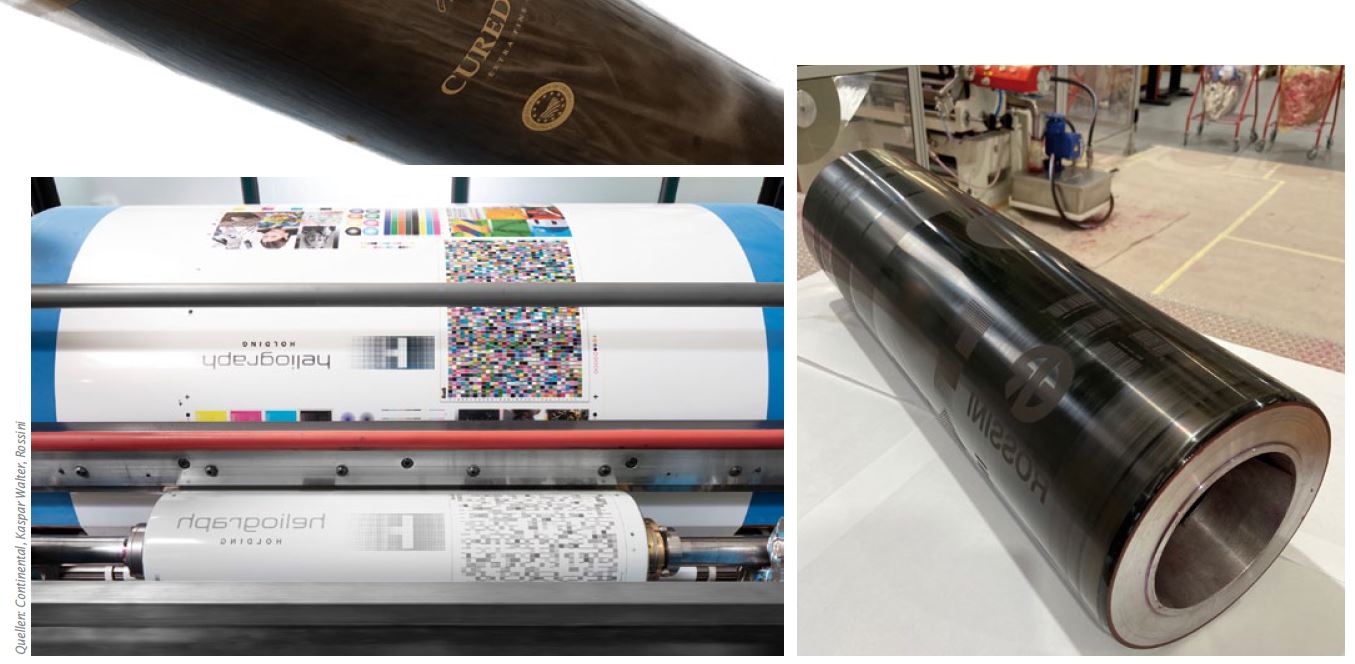
Although still in the stage of development, three companies offer direct-engravable monolayer gravure cylinders: Above left: Dynasurf (Continental); bottom left: Helio Pearl (Kaspar Walter), the latter being installed in a proofing press; right: Ecograv (Rossini)
As soon as gravure and thus also cylinder production is concerned, the conversation often turns to the “chrome ban”. If this were to become reality, the gravure industry would indeed have a big problem. But at the moment it is still very unlikely that this will really happen.
It is expected that in the fourth quarter of 2022, the European Chemicals Agency ECHA of the EU Commission will decide on the ChromeXtend application under the leadership of company Kaspar Walter and the European Rotogravure Association (ERA). The application concerns the use of chromium trioxide in the production of gravure and embossing cylinders and is intended to allow continued use after the expiry of the CTAC authorisation (valid until 24.09.2024).
Anzeige
For this purpose, the relevant exposure values of chromium trioxide were submitted by all participants of the ChromeXtend organisation, which were consistently low and within the permissible limits (source: K. Walter, Newsletter April 2022). The application as such comprises four main issues:
12-year “review period” (i.e. until 2032).
Implementation of further exposure improvements
Continued obligation of annual exposure measurements
Authorisation applies to horizontal installations when used with liquid chromium
An option to chromium trioxide (chromium VI) is chromium III, which has recently reached “industrial maturity” after a long period of development.
Chromium plating of a gravure printing cylinder (Source: Kaspar Walter) (Bild: Kai Arndt)
Polymer and elastomer alternatives
Simultaneously, work is also being done on alternatives such as Dynasurf from Continental, HelioPearl from Heliograph Holding and Ecograv from Rossini. Despite significant differences between the respective processes, there is something, they have in common. In all cases, the use of a polymer or elastomer replaces the current structure of the gravure cylinder. Where up to now an image carrying copper layer and a protective chrome layer have been used, the alternative processes uses a monolayer structure.
However, this monolayer then has to take over all functions of the previous multi-layer construction. On the one hand, it must be imageable with the engraving processes used up to now without loss of performance. This means the use of both electromechanical engraving and direct laser engraving performed on the existing equipment and, if possible, without adjustments to gradations or incision values. On the other hand, this layer must be resistant to the doctor blade and achieve comparable running performance to chrome-plated gravure cylinders.
Surface quality in terms of roughness and roughness profile is another essential but often unmentioned aspect, as it is now considered controllable and therefore hardly ever causes problems in gravure printing. The surface of the gravure cylinder is crucial for effective doctoring because it must create a lubricating film for the doctor blade without causing tonal-changings at the non-image areas on the substrate. Through capillary action, the roughness profile ensures, that there is no back pressure behind the doctor blade that would cause temporary lifts of the blade. Apart from gravure printing, there is no other process that has such high demands on the surface of the printing form.
I am convinced that the issues of imaging as well as chemical and mechanical resistance can be solved. The biggest challenge is probably the production of the required surface quality.
Logistics, old cylinders and freight costs
However, if all the aspects mentioned can be solved to the satisfaction of printers and cylinder manufacturers alike, I strongly believe that success then depends on the individual manufacturing concepts of the respective suppliers.
This is because it is still the case that surface finishing (copper plating and grinding) as well as imaging is performed by independent or “in-house” gravure cylinder manufacturers. If we leave it like that, then these manufacturers would have to invest in new machines to apply the monolayer and also switch to other grinding and turning processes. However, it is also conceivable that the suppliers of the respective technical alternatives such as Hell Gravure Systems, Continental or Rossini, would offer this service to the cylinder manufacturers and thus centralise it.
If the complete surface treatment is centralised and galvanic processes after imaging are no longer required, then imaging could be decentralised. This means that cylinder imaging is performed in-house by the print shops and the production of gravure printing cylinders could be an interesting addition for flexo plate manufacturers.
Although the option of “in-house plate production” is available in flexo printing for a long time, it has still not become widespread. There are good reasons for this and it would probably turns out in the same way in gravure printing.
From my point of view, however, it is not an option for cylinder manufacturers to send used cylinders or blanks to an external service provider for surface treatment, as such additional shipping would significantly increase delivery times.
About 80 to 90% of the gravure cylinders currently used are old cylinders. In other words, existing steel blanks where the imaged print image is no longer needed and is therefore turned off. Up to now, this has usually resulted in two shipping routes – from the printer to the cylinder manufacturer and back again.
The K500 for the electromechanical engraving of gravure cylinders (Source: Hell Gravure Systems)
Depending on how the logistics are organised, the processing of used cylinders by a third party in the supply chain results in one or two additional shipment operations. In addition, the associated freight costs would significantly threaten the competitiveness of gravure printing. Even without additional transports, printers and cylinder manufacturers are already suffering from ever-increasing freight costs.
The share of freight costs is now so high that this noticeably restricts cross regional competition. It is no longer commercially viable to ship gravure cylinders within one country – and even less so across the whole of Europe. Not to mention the additional increase in CO2 emissions.
The development of freight costs is not a temporary problem either. I am convinced that prices will at least remain at this high level or even rise further.
Developments in imaging technology
With regard to imaging technology, I believe that the Cellaxy direct laser from Hell Gravure Systems will continue to establish itself in the market. With this technology, especially in packaging printing, equivalent and often better qualities can be achieved than with autotypical laser etching or the DLS process from Daetwyler Graphics. In addition, ink savings can be generated without neglecting repeatability and uniformity of use. In addition, the laser can be used for the production of gravure cylinders as well as embossing dies, which makes it a thoroughly interesting investment for many die manufacturers.
However, this will probably not result in a shift towards more laser instead of electromechanically engraved cylinders. In this context and with the introduction of the “HD Gravure” quality standard, Hell Gravure Systems in particular is working on a further leap in the direction of “higher quality”, “compliance with minimum tolerances” and “operating safety”.
Cellaxy is designed for direct laser engraving of gravure cylinders and embossing dies (Source: Hell Gravure Systems) (Bild: Uwe Reicherterr
www.uwe-reicherter.de)
Apart from some special applications, electromechanical engraving can achieve very good results despite the high demands of the European packaging industry. It can therefore be assumed, that 80% of gravure cylinders used for package printing in Europe will continue to be engraved electromechanically.
It should also be noted that there will certainly be further efforts to automate the processes to the maximum, particularly among the Western European cylinder manufacturers.
Gravure proof printing is almost obsolete
In the meantime, there has been a clear rethinking on the subject of “proof printing”. If some cylinder manufacturers do not already offer it on the market, others are at least considering merely checking the cylinders visually. The high degree of automation, the process reliability of the presses used and the established colour management solutions make a press proof for quality assurance largely superfluous. In any case, computer-aided systems that support visual inspection and in some cases have even replaced it altogether have long been used to check the data.
In my opinion, this represents a very important step, as the elimination of the proofing for quality control reasons saves time and money for both the cylinder manufacturers and the printers.
However, the possibility of proofing outside the gravure press can still be used with good reasons for the development of new packaging designs – and this advantage over flexo and offset printing should certainly not go unused.
In gravure, test prints be executed with the inks and varnishes – whether they are solvent-based, water-based or UV curing – and also on the substrates, both used later for print production. There is also the opportunity, to refine them it into mock-ups or simply make it into a colour master. Technical limitations aside, this is probably still the best approximation of the final print result in the entire printing industry!
The myth of high costs for cylinder production
All in all, gravure printing and, of course, gravure cylinder production are in no way inferior to other processes. I also have my doubts about the “high costs of the printing cylinder” so often mentioned in the industry. Furthermore, I sometimes also doubt, that such comparisons are admissible and serious at all. Comparing a gravure cylinder with a printing plate is simply wrong. I cannot set up the press with a printing plate without upstream work steps and additional materials. So a full-cost comparison is absolutely necessary in this context. Based on my many years of experience with manufacturers of gravure cylinders and flexo printing plates, I do not think I am going too far in saying that flexo printing plates are already significantly more expensive than gravure cylinders.
I think the future of gravure printing and thus also of gravure cylinder production depends on how much the industry adapts to the ever smaller print runs. And we also should not forget, that in terms of print stability, the ability to print a wide variety of coatings and also to implement metallic and pearl effects, gravure printing is still unrivalled to this day!