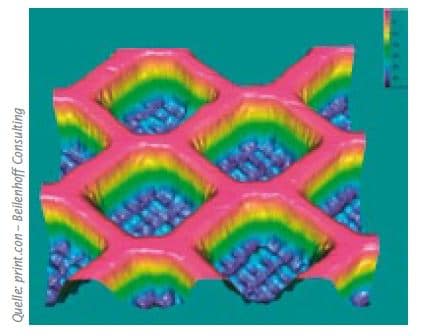
3D picture of a laser engraved cell
(Source: Stefan Beilenhoff)
There is nothing new about the desire to optimize gravure cylinder engraving for more than just the process colors. When it comes to spot colors, the aim is usually to achieve higher speeds or save ink. Particularly in price-sensitive fields of application, this approach has been around a long time. Optimized cell geometries and inks have been used in the printing of all-round labels for leading beverage brands, for many years, for example. This is connected to the aim of using lower ink film densities to achieve trouble-free drying even at top speeds, while also keeping ink consumption to a minimum.
Evidently, the more homogeneous and more closed ink film of laser-engraved cylinders can achieve the color locus and color intensity with less ink than electromechanically engraved cylinders (Source: print.con – Beilenhoff Consulting)
3D picture of a laser engraved cell (Source: print.con – Beilenhoff Consulting)
(Source: print.con – Beilenhoff Consulting)
(Source: print.con – Beilenhoff Consulting)
(Source: print.con – Beilenhoff Consulting)
1
2
3
4
5
Flat-etched autotypical engraving cylinders are one example of this kind of specialty. The combination of optimized cell geometry and special ink formula can generally only be achieved with an empirical approach and is therefore not suitable for the bulk of potential areas of application for spot colors in flexible packaging. Moreover, this kind of coordination is mostly extremely specialized and not suitable for universal application.
Anzeige
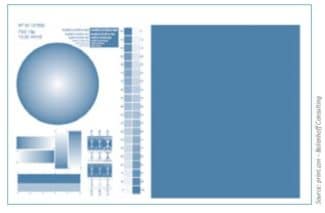
The test chart with screen elements, areas, contone mapping, positive and negative fonts (Source: print.con – Beilenhoff Consulting)
Volume reduction based on the example of electromechanical engraving A suitable example of this is electromechanical engraving, because this is the best known technical process for gravure form manufacture. Typically, a 70/0/120°-configuration is used for spot colors without any special contone requirements or line qualities – 70 lines per centimeter, cross cell, 120° engraving stylus. If the ink volume or consumption level is to be reduced without negatively impacting smoothness, the stylus angle and screen ruling can be changed. As an alternative, the 130°-stylus or even the seldom-used 140°-stylus can be used on foil substrates.
Potential alternative screen rulings could be an 80- or 100-screen, both as a cross cell with 120°-stylus. This already offers a wide range of possibilities for reducing the pick-up volume per square meter and thus reducing the ink application and ink consumption.
However, problems can arise with strong colors. This is due to the fact that screens with low pick-up volumes deliver excellent results in the case of light hues and a high proportion of additives. With very strong colors, however, the volume can be too low, meaning not enough additives are left in reserve for a high-quality print, or that the correct intensity of the hue cannot be reached.
This phenomenon is particularly common in the case of contone screens, because finer screens and flatter styli more often lead to the ink drying out or other printing problems. Against this backdrop, it will be difficult for the responsible parties in packaging print shops and even the cylinder manufacturers themselves to determine with any certainty which engraving screen is best for saving ink while also ensuring excellent printing quality and the desired color locus.
Autotypically etched or directly lasered cylinders offer significantly more opportunities in this case, although the former have been available for many years. In contrast, direct lasering in copper is the latest process for manufacturing gravure forms. This is why it is the focus of the printing tests described below.
The idea behind the test series
The Windmöller & Hölscher (W&H) Academy, in collaboration with 4Packaging, Siegwerk Druckfarben AG and speaker Stefan Beilenhoff, first organized the five-day seminar “1st-time-right, efficiency in packaging gravure” in the W&H technical center in May 2019. During the intensive preparations, the creation of fingerprints and the conducting of high-speed tests, customer feedback about ink drying at high print speeds and ink saving using laser engraved cylinders were also discussed.
This gave rise to the idea of testing customer statements in the W&H technical center. In preliminary tests, the screens for comparison were selected from electromechanical engraving and Cellaxy lasering, and this was followed by mileage tests.
The preliminary tests
Ahead of the mileage tests, 4Packaging created one electromechanically engraved cylinder and one cylinder lasered using Cellaxy each for a range of screen configurations. The electromechanically engraved screens ranged from 60/0/120° to 100/0/120°, while the lasered ones ranged from 70/2/25 µm to 100/0/11 µm. To assess the print quality, both areas and contone elements were reproduced.
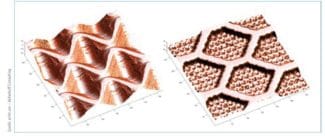
Images of cells engraved in copper under a microscope: electromechanical engraving (left) and laser engraving (Source: print.con – Beilenhoff Consulting)
It was decided to examine two very different hues. A pastel blue and a strong red were therefore chosen and proof-printed with both cylinders. The Delta E comparison that followed used the electromechanically engraved screen as a reference to identify the competing laser-engraved screen. In addition, great emphasis was placed on the printing quality in terms of smoothness, vignette quality and first printing point.
In the case of the strong red, the electromechanical engraving with 80/0/120° was found to be colorimetrically closest to the 70/2/15 µm laser screen. 4Packaging had suggested the 80/0/120° engraving screen because they had positive experience of the smoothness of this screen compared to the 70-screen. Since the pastel blue would intrinsically have an extremely high proportion of additives, it was decided not to use a standard electromechanical engraving screen, and a 70/4/120° was selected as comparable to a 100/0/11 µm laser screen. Since the 70/4/120° intrinsically has around 17.5% less pick-up volume than the 80/0/120°, this represented a further challenge for the laser engraving.
The practical side – conducting the tests The mileage tests were conducted in the W&H technical center in October 2019. 4Packaging engraved a total of four cylinders for this purpose. One electromechanically engraved and one laser engraved cylinder each for the strong red and the pastel blue were to print half the web with around 43% area coverage.
Before starting the practical tests, the measuring capability of the scales to be used was checked and its accuracy determined as ± 5 g using calibrated weights of various different classes. Dispensing tests determined a dispensing accuracy for the operator of ± 25 g. To prevent errors, such as different weights in the cans used or ink residues in them, the relevant can was weighed after each time the printing unit was filled and the shortfall deducted or refilled. Overall, it was possible to classify these deviations in relation to the total volume of ink as non-critical in terms of the expected outcome.
The first step involved mixing the hues for the strong red, including precisely weighing and documenting the ink components added. Once the viscosity had been set to 26 seconds (3 mm Frikma viscometer) and checked manually, there was a last fine adjustment to the target color locus with an accepted tolerance of Delta E CIE < 1. This relatively low viscosity for a spot color was selected to ensure a high print quality in the contone elements of the test form.
After the inks in each of the two printing units had been set to the desired color locus and the viscosity checked again, all the ink was drained from the printing units, weighed, and refilled. Determining the ink volume in this way provided a precise starting volume in each case that was not distorted by the addition of solvents when correcting the viscosity or the ink consumption from the color matching.
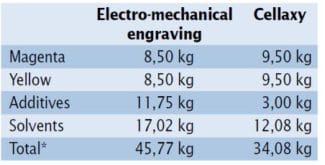
The following color formulas and total ink volumes were determined for the red. It should first be noted that finished inks were used for the mixture that already contained a remarkable proportion of additives, and that the red produced lines and contones perfectly with the Cellaxy cylinder despite the low reserve of additives.
The following color formulas and total ink volumes were used in the mileage tests for the pastel blue.
The actual mileage tests were then to be conducted on opaque white OPP at a speed of 350 m/min, with printing running until the level in one of the printing units fell to the technical lower limit of around 15 kg of ink.
For later examination of the run stability, sample rolls were then created in 1000-meter increments.
The practical side – evaluation
Significant ink saving in the case of strong colors
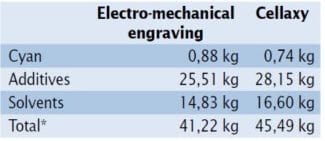
For the strong red, a consumption of 25.17 kg was determined for the electromechanical engraving after 7,566 m. At 18.39 kg, the Cellaxy cylinder consumed significantly less, representing an ink saving of 26.9%.
Since the components of the ready-for-press inks have different purchase prices, the cost savings had to be calculated separately based on market-typical prices. For example, this comparative test demonstrated a cost saving of around 15.8% according to the ink formula. The influence of ink consumption on the portions of the individual ink components during matching was deemed to be minimal, as the matching happened rapidly, requiring few corrections or run meters.
If the test had been conducted using the industry-standard 70/0/120° these values would likely have been considerably higher, as this has a pick-up volume around 14% higher than the 80/0/120° engraving screen used.
Even greater ink saving in the case of light colors
The tests with pastel blue demonstrated even greater savings with lighter hues that have higher proportions of additives. For example, the electromechanical engraving cylinder consumed 24.82 kg of ink on a print length of 10,625 m, whereas the printing unit with the Cellaxy cylinder used only 13.35 kg. This is equivalent to an ink saving of 46.2%. Since the two formulas did not differ greatly from each other, the cost saving will be of the same order, at roughly 46.5%.
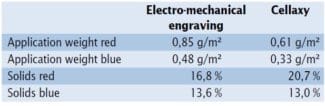
Ink consumption, application weight and solids content
Later laboratory tests of the print samples and inks provided further interesting details. For example, the application weights in the case of the Cellaxy cylinders were always lower, which explains the lower ink consumption. However, the changed solids content of the inks, which was to be expected based on the ink formulas stated above, was not clearly linked to the ink saving. Likewise, no linear connection could be identified in the differences between ink consumption and application weight. Consequently, there must be another reason for how the same color intensity was achieved while applying less ink, besides ink transfer alone and the possibility of achieving high-quality printing with lower reserves of additives.
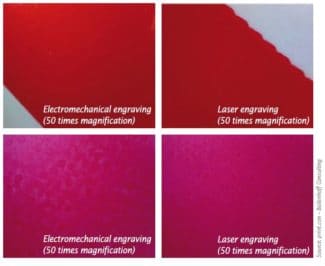
Printing quality as a reason for potential ink savings What was clearly evident with the pastel blue was significantly more visible in the strong red. Even with the naked eye, it could be seen that the print from the laser-engraved cylinder was much smoother than with the electromechanical engraving. This was even clearer under the magnifier and the microscope images indicate that the smoothness of the ink in the case of laser engraving could be the key to its success.
Evidently, the more homogeneous and more closed ink film of laser-engraved cylinders can achieve the color locus and color intensity with less ink than electromechanically engraved cylinders (Source: print.con – Beilenhoff Consulting)
There are no transparent or less intensively colorized areas, referred to as “frog’s eyes” in their extreme form. Evidently, the more homogeneous and more closed ink film generated by laser-engraved cylinders can achieve the color locus and color intensity faster with less ink than electromechanically engraved cylinders.
Mileage test with white on transparent OPP The results with the chromatic colors gave rise to the idea that further testing with white could deliver very promising outcomes. Since white would be a promising candidate for the switch in terms of costs and consumption levels, the project team decided to continue the series of tests. Having decided to conduct a mileage test with white, it was discovered that the existing test cylinders were not suitable for this purpose. The opacity delivered by the 80-screen was too poor, which was also partly due to the ink available. The W&H team, 4Packaging and Stefan Beilenhoff jointly decided to use two new cylinders. The industry-standard 70/0/120° screen was selected for the electromechanical engraving, and a 70/1/20 µm screen for the laser engraving.
The actual mileage test was then conducted following exactly the same procedure as the above-mentioned tests. Instead of color inaccuracy, however, the opacity of the white areas was evaluated. Given there was a difference of just 0.9% in favor of electromechanical engraving, opacity can be considered equal.
Over the run length of 6000 m, the electromechanically engraved cylinder consumed 22.41 kg of ink – 18.4% more than the Cellaxy lasered cylinder, which only needed 18.29 kg to complete the test. Since the same ink was used in both cases, the cost benefit amounts to 18.4%. For the reason provided, the solids content and application weight were not measured. Since the tests with the chromatic colors had already shown that the smoothness has a considerable influence on achieving color intensity, it was logical to examine the print samples under a microscope. In the tests with white, a clear difference in smoothness can once again be identified. While the electromechanical engraving is characterized by roughness and a slight tendency toward “frog eyes”, the laser-engraved cylinder is homogeneous and flawless. The print quality and particularly the smoothness of the printed ink can thus certainly be named as a reason why the laser-engraved cylinders require lower application weights than electromechanically engraved ones.
Summary The test series demonstrated that cylinders lasered with Cellaxy can achieve significant ink savings. Although the tests on chromatic colors used screen configurations that had been optimized for electromechanical engraving, the laser engraving was able to achieve significant cost benefits, namely 26.9% and 46.2% ink savings respectively. In the test with white, the laser engraving achieved ink savings of 18.4%.
Looking at the big picture, it is particularly worthwhile using cylinders lasered with Cellaxy for expensive inks and inks where high consumption is expected. First and foremost, this certainly applies to white, metallic inks and effect coatings, although the latter still has to be tested for savings potential.
In the case of inks with high area coverage, the use of directly structured cylinders is probably worthwhile in most cases when the job size is appropriate. However, recouping the additional costs for acquiring the cylinders is a key consideration and only in special cases will the improved smoothness alone justify laser direct structuring in copper from a quality perspective.
Finally, it should be mentioned that switching to this technology on a large scale may not be possible initially, as the system capacity on the market is low compared to the other processes for printing form manufacture in gravure printing.
Most things will remain the same. The form production and print shop experts will still have to get together to consider which engraving technology best meets the customer’s quality and cost requirements for each order.It has been proven that direct structuring in copper using the Cellaxy laser offers high potential in both respects. Whether or not cylinders produced using the lasers and processes of other plant manufacturers offer the same or even greater potential is to be clarified elsewhere.
has been a self-employed and independent management consultant for the printing and packaging industry and its customers since May 2009. The main focus of his work has been on quality development and process optimization for prepress and printing in packaging production, spanning technical and production management consultancy for all components of the supply chain from design to packaging production in flexo and gravure printing. Phone: +49 23 81 / 3 73 12 36 Email: mail(at)printcon.biz