Evaluating and improving processes with Printspector and Co-efficient
Higher productivity in flexo and gravure printing
von Jan -Peter Homann,
Printspector merges job data from the MIS system with press performance data and quality data
(Source: Printspector)
Flexo and gravure printing are undergoing a transformation from a manual workflow to an industrial production process. If one takes an honest stocktaking, then the productive utilization rate for many flexographic presses is well below 50%. A large part of the production time available at the press is still spent on mechanical makeready, colour setting and corrections, and the occasional reprinting of complaints.
Significant improvements can be achieved with internal standardization, in which the central production steps are measurable and optimally coordinated. This includes, for example, proofs based on the company’s own fingerprints, the entire plate-making process, selection and control of anilox rollers, ink preparation, print provision when setting up the flexo press, and metrological control of each printed substrate roll using a scanning spectrophotometer.
Anzeige
When printing spot colours, ink formulation, anilox roller selection, proofing and colourimetric control of the print are then an integrated process managed within the print shop. Only the proofs produced in-house are then decisive in colour communication with customers.
Platemaking is also completely under the control of the print shop and is an integral part of the coordinated processes. If customers want to use their own printing plates, this significantly increases the workload for internal quality management due to additional fingerprints, coordination with tape and anilox roller, adjustment of the specifications for colourimetric quality control, etc. This should be done in advance of a job and therefore be ruled out as far as possible in the run-up to an order. Print shops that do this very consistently achieve significantly shorter makeready times than the market average and thus achieve a higher margin than their competitors at the same selling price.
However, the path to an industrial printing process is associated with many challenges. One extremely helpful tool for continuously improving one’s own processes is the PrintSpector software. It brings together data from the MIS system, the press, the prepress workflow, colour control (e.g. Measurecolor, Flexicon InkPilot or X-Rite-ColorCert) or 100% print inspection. Which data is used in PrintSpector depends on the requirements of the individual print shop and the interfaces of the respective systems. In the basic installation, it is usually the press data on makeready times and waste rates, as well as colour quality data.
Various tools for analyzing the generated data provide very important insights, such as the monthly average development of makeready times, the waste rate and print quality. From the monthly overview, print jobs can be identified where the proportionate makeready times are particularly high or where there were problems in achieving the company’s own standards quickly, reliably and without great effort.
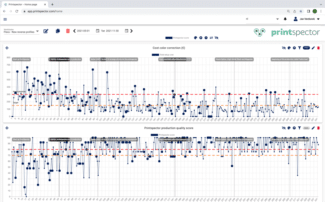
Printspector: Each dot is a print job. The upper graph shows the cost of colour correction when setting up each job. Towards the bottom, the costs become lower. The bottom graph shows the colour quality of each job. The higher up, the better the quality. From the overall graph, the first third of the jobs produced had higher average colour correction costs and lower print quality. After that, the costs became lower and the average quality improved (Source: Printspector)
Press operators can store brief notes in the software on problems that occur during print production. For all those involved in the printing process, including suppliers or external technical consultants, the software solution enables them to identify and eliminate the causes of problems. The evaluation of key figures gives the user objective feedback on makeready times, waste rates and print quality produced.
Thanks to open interfaces, the Printspector software can communicate with presses from different manufacturers. Current software installations run with machines from Bobst and Windmöller & Hölscher, Comexi and Uteco, among others. In the prepress area, there is close exchange with Esko and Hybrid Software. There are also realized MIS connections, for example to SAP, Oracle and CERM. As a server-based application, Printspector runs either in a cloud of the provider or on-premise on an in-house server of the print shop.
After implementing measures for improvement, a report compares the costs for makeready times and waste of a defined reference period with a current period. It also estimates the cost savings for the year ahead (Source: Printspector)
Co-efficient: Training and consulting around Printspector
The Belgian company Co-efficient is the official configuration and training partner for the Printspector software. Together with the customer, they specify the workflow and define from which presses, colour measurement solutions and other systems the Printspector software should obtain the data for evaluation. Together with the IT specialists of the connected systems and software, Co-efficient accompanies the installation and then trains the employees from production, middle management and the executive board.
Jan Verdonck, founder and CEO Co-efficient: “In our projects, we work with both the management, middle management and machine operators. Our mixed team of experienced practitioners and business analysts ensures that we pick up all stakeholders in their everyday life, speak their language and solve problems together until the newly set up processes really run smoothly.” (Source: Co-efficient)
In addition to training for Printspector, Co-efficient offers process optimization for flexo print shops. In an initial inventory, PrintSpector software is used to determine the costs incurred by the print shop due to non-productive times. Together with management and production staff, workflows are standardized and made more efficient or, if necessary, completely redesigned. The more manual the processes in a print shop are and the more the printers have to improvise at the press to achieve customer references, the greater the potential for optimization as a rule – but the longer the road everyone has to travel together until the printing process meets an industrial standard.
Implementation 6-12 months
The goal of Co-efficient’s consulting is to have employees who are in control of the entire printing process. The majority of the company’s employees are experienced practitioners who previously held technical management positions in print shops or prepress companies. Some also have an academic or scientific background. Thanks to PrintSpector, progress in implementing an industrial way of working can be measured directly as saved costs.
Co-efficient assures its customers that the costs of technical coaching will pay off for the print shops over a period agreed at the start of the project. In many cases, it is necessary to reengineer print shop processes and possibly hire new staff to better control prepress workflow – including platemaking and proofing. Once the work for improvement have been approved by all parties involved, implementation usually takes 6-12 months.
Jan Laeremans, CEO VitraPack, Belgium: “Thanks to Printspector and Co-efficient’s support, we have complete control over our company’s entire printing process, which in turn reduces makeready times, increases production speed, reduces downtime and enables statistical processing of all print-related data. This is the basis for further improvement of our printing processes in the future.” (Source: Vitrapack)
Industrial working processes may look quite different. For example, there are print shops that produce their plates in-house. Others have their own prepress workflow, create rasterized data for imaging the printing plates, but have the latter produced by external service providers. The majority of print shops that optimized their processes with Co-efficient had the positive experience that significantly fewer customers came to the press for adjustments. Practical experience therefore shows that flexo printing still has a lot of potential for more efficient production.